商品詳情
菸葉切絲器型號: HA105 自潤襯套版
含導料板, 切絲寬1mm
附件: 手搖柄、G型鉗2個、7mm小扳手1個(調整/鎖緊支架)
HA105比HA100多了自潤襯套,理論上可減少點油頻率,其餘都相同,但HA100點一次油也可切很久很久。
刀輥採用鋁合金硬質氧化處理增加表面硬度,大幅減緩菸絲愈切愈粗問題,鋁本色硬膜,車銑加工後光澤較霧化。(參考產品附圖)
點擊下方標題,可展開或收起說明教學或影片
哈賣網開發的HA100/HA120切絲器已到貨(2022/02/23)菸葉切絲器
型號: HA100 切絲寬1mm
型號: HA120 切絲寬1.2mm (偏向煙斗,紙菸也可)
哈賣網開發的HA100/HA120切絲器,修正M08/M10問題如下:
- 2024高強度硬鋁刀輥並硬質氧化處理,理論比不鏽鋼略硬,可大幅減緩刀輥交疊間隙愈切愈寬、菸絲愈切愈粗的問題。
- 手搖柄加粗加長,切絲較輕鬆,避免過度用力斷掉。
- 雙鉗固定桌夾,鎖桌面更穩固,可夾最大厚度約5公分。
- 加厚齒輪,避免齒輪鬆脫或凹陷變形。
- 軸板支架共8顆螺絲,避免過度用力軸板偏離而讓刀輥偏心。(M08/M10為4顆螺絲)
- 不鏽鋼及鋁合金加工製作。
- 加大進料糟,刀輥略加長。
- 導料板遮住軸心軸板,點機油也不會沾到菸葉。
- 全螺絲組裝,零件壞什麼就換什麼。
注意:輥刀式切絲器若梳齒齒片未貼近軸心可能刀溝卡菸屑而轉不動,刀溝卡屑一整圈同樣要把齒片壓回才能刮除刀溝中的菸屑,不管 M08/M10 或 HA100/H120 或 商用電動切絲器 都一樣,否則會像兩支交疊的刀輥焊死。
了解此原理的用戶,遇刀溝卡屑一整圈就進行維護,壓回齒片刮除菸屑,M08/M10同樣很耐用,不一定要換新品
HA100/H120 為高精度/較穩固/更大耐受力/較省力輕鬆/容易更換零組件,
HA100/H120 將菸葉100g切絲約3分鐘,比M08快約2-3倍!
Youtube 直版影片
菸葉切絲器
型號: HA100 切絲寬1mm
型號: HA120 切絲寬1.2mm (偏向煙斗,紙菸也可)
哈賣網開發的HA100/HA120切絲器,修正M08/M10問題如下:
- 2024高強度硬鋁刀輥並硬質氧化處理,理論比不鏽鋼略硬,可大幅減緩刀輥交疊間隙愈切愈寬、菸絲愈切愈粗的問題。
- 手搖柄加粗加長,切絲較輕鬆,避免過度用力斷掉。
- 雙鉗固定桌夾,鎖桌面更穩固,可夾最大厚度約5公分。
- 加厚齒輪,避免齒輪鬆脫或凹陷變形。
- 軸板支架共8顆螺絲,避免過度用力軸板偏離而讓刀輥偏心。(M08/M10為4顆螺絲)
- 不鏽鋼及鋁合金加工製作。
- 加大進料糟,刀輥略加長。
- 導料板遮住軸心軸板,點機油也不會沾到菸葉。
- 全螺絲組裝,零件壞什麼就換什麼。
注意:輥刀式切絲器若梳齒齒片未貼近軸心可能刀溝卡菸屑而轉不動,刀溝卡屑一整圈同樣要把齒片壓回才能刮除刀溝中的菸屑,不管 M08/M10 或 HA100/H120 或 商用電動切絲器 都一樣,否則會像兩支交疊的刀輥焊死。
了解此原理的用戶,遇刀溝卡屑一整圈就進行維護,壓回齒片刮除菸屑,M08/M10同樣很耐用,不一定要換新品
HA100/H120 為高精度/較穩固/更大耐受力/較省力輕鬆/容易更換零組件,
HA100/H120 將菸葉100g切絲約3分鐘,比M08快約2-3倍!
Youtube 直版影片
M08切絲去梗菸葉5個重點步驟: (說明+影片,可100g約7~9分鐘,)去梗菸葉進料切絲5個重點步驟:
- 左手將去梗菸葉搓散開來進料。右手轉手搖柄。
- 搓散開來時,團狀的需拉平,摸到葉梗就斜放或縱向進料, 太粗的葉梗可丟掉。
- 轉不動時,可微幅倒轉將卡住的葉梗或重疊菸葉取出重新進料。
- 轉不動就不要硬轉,避免大幅度反轉,才不會讓梳齒間隙更大、把手螺絲鬆脫。
- 掌控好進料品質,不要太用力轉,切絲速度才較快,亦可大幅減少切絲器維護頻率。
Youtube影片示範未配音,請開啟字幕 (影片中切絲100g約6分鐘)
M08將100g去梗菸葉切絲約7~9分鐘,並不包含準備/清理/收尾/維護…時間,請注意以下幾點才能減少工時和維護頻率:
- 拿張略高的椅子坐著切絲,力道控制在手搖柄不變形的狀態,才不會切一下就嫌累。
- 切絲後的菸草與空氣接觸面積增加易受環境濕度影響,需放夾鏈袋裡密封收藏 ,最好不要一次切太多。
- 只切一下可當做休閒,但切太久會像做苦工,建議每次切絲15~30分鐘,約150~300g,1~2周的份量。
- 連續切絲300g以上,右手可戴手套避免工作傷害。但不要因有戴手套就很用力切絲。
- 影片中的M08於拍攝時已切絲約15公斤菸葉,功能正常;原廠宣稱正常使用可切50公斤以上應可行!
- 將M08/M10裝在不礙眼的桌側或支架上,不用拆下,可節省拆裝切絲器時間。
- 塑膠袋掛在導料板上裝盛菸絲,袋子開口朝向自己,避免進料時將未切絲菸葉掉入容器。
- 切絲器下方放拖盤,可減少清理時間。
- 切絲器出口殘留菸絲可能掉落,沒切絲時也放空容器或掛塑膠袋,以節省清理時間。
去梗菸葉進料切絲5個重點步驟:
- 左手將去梗菸葉搓散開來進料。右手轉手搖柄。
- 搓散開來時,團狀的需拉平,摸到葉梗就斜放或縱向進料, 太粗的葉梗可丟掉。
- 轉不動時,可微幅倒轉將卡住的葉梗或重疊菸葉取出重新進料。
- 轉不動就不要硬轉,避免大幅度反轉,才不會讓梳齒間隙更大、把手螺絲鬆脫。
- 掌控好進料品質,不要太用力轉,切絲速度才較快,亦可大幅減少切絲器維護頻率。
Youtube影片示範未配音,請開啟字幕 (影片中切絲100g約6分鐘)
M08將100g去梗菸葉切絲約7~9分鐘,並不包含準備/清理/收尾/維護…時間,請注意以下幾點才能減少工時和維護頻率:
- 拿張略高的椅子坐著切絲,力道控制在手搖柄不變形的狀態,才不會切一下就嫌累。
- 切絲後的菸草與空氣接觸面積增加易受環境濕度影響,需放夾鏈袋裡密封收藏 ,最好不要一次切太多。
- 只切一下可當做休閒,但切太久會像做苦工,建議每次切絲15~30分鐘,約150~300g,1~2周的份量。
- 連續切絲300g以上,右手可戴手套避免工作傷害。但不要因有戴手套就很用力切絲。
- 影片中的M08於拍攝時已切絲約15公斤菸葉,功能正常;原廠宣稱正常使用可切50公斤以上應可行!
- 將M08/M10裝在不礙眼的桌側或支架上,不用拆下,可節省拆裝切絲器時間。
- 塑膠袋掛在導料板上裝盛菸絲,袋子開口朝向自己,避免進料時將未切絲菸葉掉入容器。
- 切絲器下方放拖盤,可減少清理時間。
- 切絲器出口殘留菸絲可能掉落,沒切絲時也放空容器或掛塑膠袋,以節省清理時間。
M08/M10專用導料板安裝說明及規格M08/M10菸葉切絲器專用導料板:
安裝說明 圖片檔
安裝說明PDF檔: Feed_chute_Manual_A4.pdf
功能:
1.進料碎屑較不會混入切好的菸絲。
2.導料板下方可掛塑膠袋。
材質:430不鏽鋼(可磁吸)
一組4片
厚度:0.5mm
附墊片(華司):1片
導料板拆裝工具:
拆裝齒輪蓋螺絲工具:一字起子 或 十字起子
拆裝導板支架M5/M6螺母(加強固定手搖柄側導料板)
工具:活動扳手 或 扳手 或 鉗子
舊版切絲器: M5螺母, 扳手口徑 8mm
新版切絲器: M6螺母: 扳手口徑10mm
M08/M10菸葉切絲器專用導料板:
安裝說明 圖片檔
安裝說明PDF檔: Feed_chute_Manual_A4.pdf
功能:
1.進料碎屑較不會混入切好的菸絲。
2.導料板下方可掛塑膠袋。
材質:430不鏽鋼(可磁吸)
一組4片
厚度:0.5mm
附墊片(華司):1片
導料板拆裝工具:
拆裝齒輪蓋螺絲工具:一字起子 或 十字起子
拆裝導板支架M5/M6螺母(加強固定手搖柄側導料板)
工具:活動扳手 或 扳手 或 鉗子
舊版切絲器: M5螺母, 扳手口徑 8mm
新版切絲器: M6螺母: 扳手口徑10mm
安裝固定M08或M10 及 開始切絲 (影片+說明)將M08/M10鎖定在工作桌面,才能一手拿菸葉進料,另一手轉動手搖柄切絲。
- M08/M10的桌面固定夾適用厚度:使用墊片約3公分,無墊片約3.4公分以內。
- 注意!固定M08/M10切絲器若不用墊片可更穩固,但易刮傷桌面及桌面下有孔。
- 減少桌板刮傷凹陷可將紙折疊至適當厚度做為墊片緩衝。
- 切絲器愈穩愈好操作,但即使有墊片也應避免鎖在玻璃桌面而讓玻璃碎裂。
- 將M08/M10鎖定在工作桌面,一手拿菸葉進料,另一手順時鐘轉動手搖柄切絲。
- 切絲時很費力或用手轉不動,請暫停切絲並立即檢查,將問題排除或保養。
以下為原廠以M08切絲的Youtube影片,對還算小片的全葉菸葉切絲。
將M08/M10鎖定在工作桌面,才能一手拿菸葉進料,另一手轉動手搖柄切絲。
- M08/M10的桌面固定夾適用厚度:使用墊片約3公分,無墊片約3.4公分以內。
- 注意!固定M08/M10切絲器若不用墊片可更穩固,但易刮傷桌面及桌面下有孔。
- 減少桌板刮傷凹陷可將紙折疊至適當厚度做為墊片緩衝。
- 切絲器愈穩愈好操作,但即使有墊片也應避免鎖在玻璃桌面而讓玻璃碎裂。
- 將M08/M10鎖定在工作桌面,一手拿菸葉進料,另一手順時鐘轉動手搖柄切絲。
- 切絲時很費力或用手轉不動,請暫停切絲並立即檢查,將問題排除或保養。
以下為原廠以M08切絲的Youtube影片,對還算小片的全葉菸葉切絲。
M08/M10切絲步驟,第一次使用請注意!菸葉工具組將去梗菸葉切絲,請參考以下步驟:
M08切絲寬度約0.95mm,將約1公分(10mm)長的菸梗平放切絲就代表1刀10斷, 請注意以下菸葉進料量和操作方式。
- M08/M10固定夾鎖在桌側會讓桌面凹陷及下方有孔,可用紙折疊1~3mm厚做為墊片。
- M08/M10固定在桌側後再安裝中間2片導料板,導料板8個卡槽才較容易對上。
- 將M08/M10裝在不礙眼的桌側或支架上,就不用拆下。切絲出口殘留菸絲可能掉落,沒在切絲時下方也掛塑膠袋或放空容器。
- 右手轉動手搖柄,左手將去梗菸葉搓散開進料以避免菸葉重疊,搓散時摸出葉梗要斜放或縱向切絲,太粗的葉梗可丟掉,糾成團的菸葉拉平後再進料。
- 拿張略高的椅子坐著切絲,力道控制在手搖柄不變形的狀態,切不動時只倒轉一點,把卡住的葉梗或重疊菸葉取出重放進料,不要硬切下去,控制好進料品質可大幅減少維護頻率。
- 菸葉太乾易粉碎,若切絲後粉碎率偏高,將菸葉加濕後再切絲可增加長絲狀比例。
- M08切絲去梗菸葉100g(5~6包菸份量)約7到9分鐘,雖然時間不長,但站著切絲易沒耐心而過度用力。
- 建議每次切絲150~300g(1~2周的份量),每次切絲15~25分鐘才不會太乏味。切絲300g以上建議戴手套以避免工作傷害。
- 切絲器用一段時間可能刀軸凹槽卡菸屑;確認梳齒未鬆動後,將未貼緊軸心的齒片以很細的起子或美工刀多用點力壓回。齒片壓回1~2次且控制好進料品質,不過度用力切絲後,即可大幅減少維護M08/M10頻率。
- 過度用力切絲,轉一圈就卡一聲,可能是手搖柄變形卡到固定架螺絲,需盡速將手搖柄扳回,否則可能讓手搖柄螺絲斷掉不易維修。
- 當M08/M10空轉有異常阻力,請暫停切絲,並予以調整或故障排除。詳細說明請參考:M08/M10維護及問題排除
菸葉工具組將去梗菸葉切絲,請參考以下步驟:
M08切絲寬度約0.95mm,將約1公分(10mm)長的菸梗平放切絲就代表1刀10斷, 請注意以下菸葉進料量和操作方式。
- M08/M10固定夾鎖在桌側會讓桌面凹陷及下方有孔,可用紙折疊1~3mm厚做為墊片。
- M08/M10固定在桌側後再安裝中間2片導料板,導料板8個卡槽才較容易對上。
- 將M08/M10裝在不礙眼的桌側或支架上,就不用拆下。切絲出口殘留菸絲可能掉落,沒在切絲時下方也掛塑膠袋或放空容器。
- 右手轉動手搖柄,左手將去梗菸葉搓散開進料以避免菸葉重疊,搓散時摸出葉梗要斜放或縱向切絲,太粗的葉梗可丟掉,糾成團的菸葉拉平後再進料。
- 拿張略高的椅子坐著切絲,力道控制在手搖柄不變形的狀態,切不動時只倒轉一點,把卡住的葉梗或重疊菸葉取出重放進料,不要硬切下去,控制好進料品質可大幅減少維護頻率。
- 菸葉太乾易粉碎,若切絲後粉碎率偏高,將菸葉加濕後再切絲可增加長絲狀比例。
- M08切絲去梗菸葉100g(5~6包菸份量)約7到9分鐘,雖然時間不長,但站著切絲易沒耐心而過度用力。
- 建議每次切絲150~300g(1~2周的份量),每次切絲15~25分鐘才不會太乏味。切絲300g以上建議戴手套以避免工作傷害。
- 切絲器用一段時間可能刀軸凹槽卡菸屑;確認梳齒未鬆動後,將未貼緊軸心的齒片以很細的起子或美工刀多用點力壓回。齒片壓回1~2次且控制好進料品質,不過度用力切絲後,即可大幅減少維護M08/M10頻率。
- 過度用力切絲,轉一圈就卡一聲,可能是手搖柄變形卡到固定架螺絲,需盡速將手搖柄扳回,否則可能讓手搖柄螺絲斷掉不易維修。
- 當M08/M10空轉有異常阻力,請暫停切絲,並予以調整或故障排除。詳細說明請參考:M08/M10維護及問題排除
M08/M10 刀軸凹槽卡菸屑,空轉費力或轉不動(2019/01/01補充)維護工具:美工刀 或 很細的一字起子,可能要十字起子鎖緊梳齒。
若完全轉不動,可添灑點水讓刀溝的菸屑軟化再刮除。
注意!刀溝卡1-3條菸屑就要盡速清理維護。梳齒未貼緊軸心,刀溝嚴重卡屑又置之不理繼續切絲,除了手會痛,也可能讓固定手搖柄的M5方頸螺絲斷掉。
- 梳齒滑動,轉沒幾圈就卡一堆菸屑:輕敲梳齒使齒片貼緊軸心後以十字起子將梳齒的螺絲鎖緊,再依2.的步驟將齒片壓回刮除刀軸凹槽的菸屑。
- 刀軸凹槽卡菸屑,切絲費力:
確認1.的步驟做好後,以美工刀或很細的起子將出料端未貼緊軸心的梳齒「齒片」多用點力壓回,也可每個「齒片」全壓一次檢查。
- 不需拆卸梳齒和導料板,但要先確認梳齒是否鬆脫?
- 確認梳齒鎖緊後,以美工刀片將對應刀溝卡菸屑的齒片壓回貼近軸心,順向切絲即可刮除凹槽菸屑。
- 若菸屑堆積較厚,手搖柄還轉的動,可能要多用點力才能確實將齒片壓回。
- 若已完全轉不動,堆在刀溝的菸屑很硬,可灑點水讓菸屑軟化,先用美工刀或一字起子將刀溝菸屑盡量刮除,直到略為轉得動,再將齒片壓回刮除菸屑。
- 當梳齒片可將刀溝的菸屑刮除,代表齒片已貼緊軸心。
點擊圖片可開啟大圖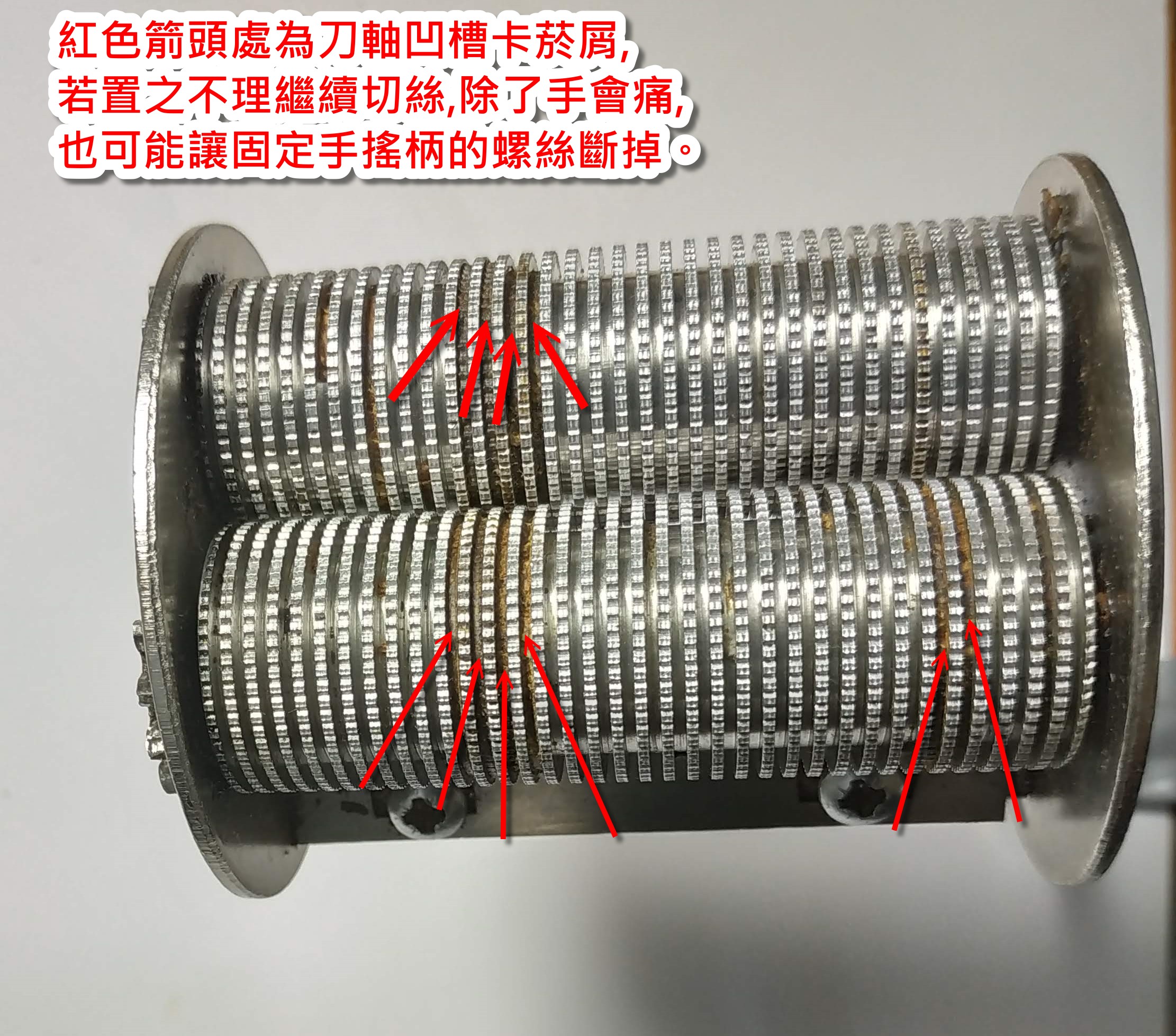
刀軸凹槽卡菸屑(無導料板),維護示範圖說1:
點擊圖片可開啟大圖
刀軸凹槽卡菸屑(有導料板),維護示範圖說2:
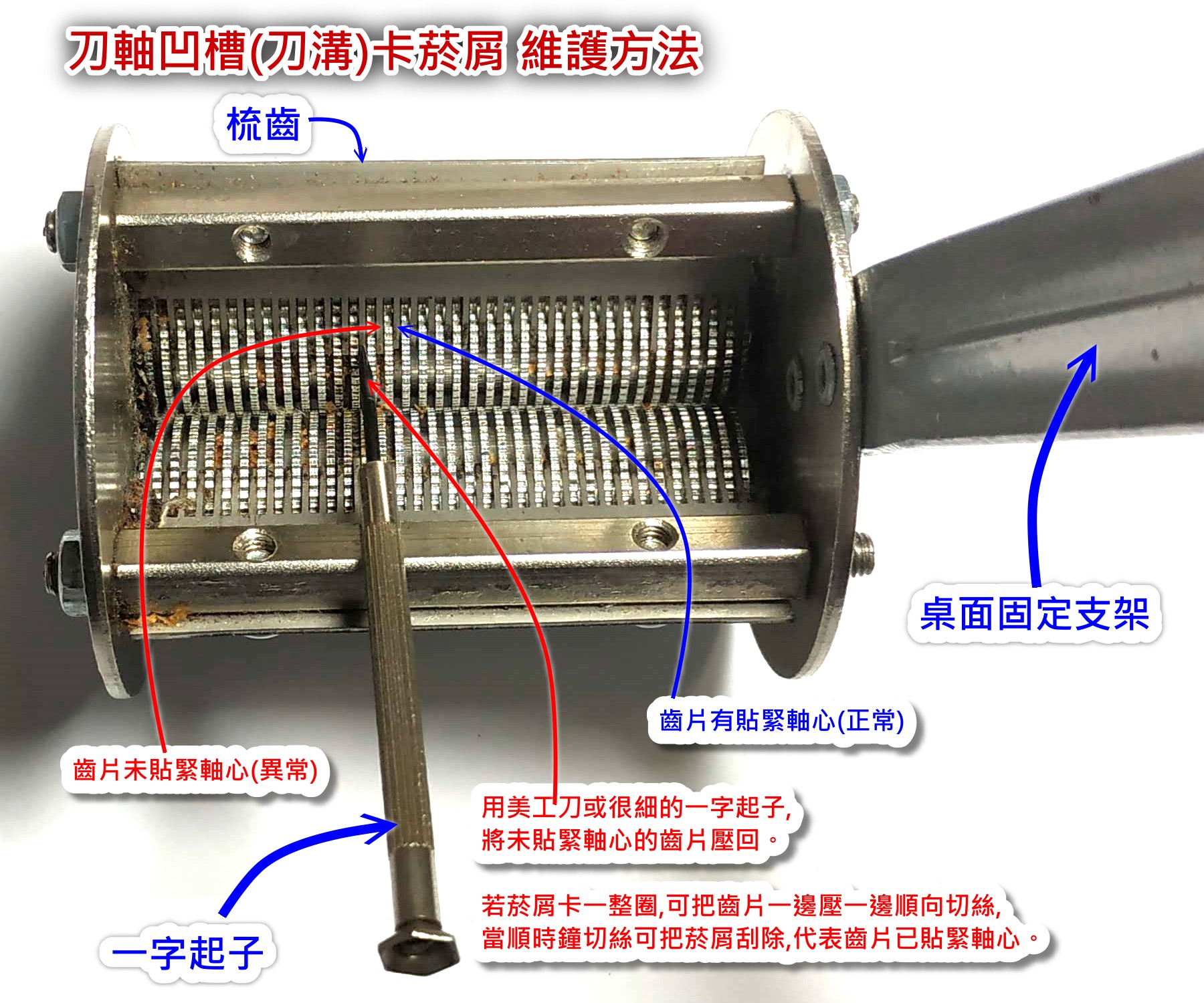
- 不需拆卸導料板和梳齒。要先確認梳齒是否滑動鬆脫?若梳齒鬆脫需先鎖緊。
- 菸葉切絲器倒過來放以利查看,可放托盤上避免菸屑掉滿地。
- 備妥美工刀或夠細的起子。
- 將卡屑凹槽對應齒片的紅點處,以美工刀片施力將未貼緊的齒片壓回。
- 單一齒片壓回後,若可把菸屑刮除,代表齒片已貼緊刀軸凹槽。
- 若菸屑卡一整圈,可邊壓邊轉,直到齒片可貼緊軸心刮除菸屑。
點擊圖片可開啟大圖

維護工具:美工刀 或 很細的一字起子,可能要十字起子鎖緊梳齒。
若完全轉不動,可添灑點水讓刀溝的菸屑軟化再刮除。
注意!刀溝卡1-3條菸屑就要盡速清理維護。梳齒未貼緊軸心,刀溝嚴重卡屑又置之不理繼續切絲,除了手會痛,也可能讓固定手搖柄的M5方頸螺絲斷掉。
- 梳齒滑動,轉沒幾圈就卡一堆菸屑:輕敲梳齒使齒片貼緊軸心後以十字起子將梳齒的螺絲鎖緊,再依2.的步驟將齒片壓回刮除刀軸凹槽的菸屑。
- 刀軸凹槽卡菸屑,切絲費力:
確認1.的步驟做好後,以美工刀或很細的起子將出料端未貼緊軸心的梳齒「齒片」多用點力壓回,也可每個「齒片」全壓一次檢查。
- 不需拆卸梳齒和導料板,但要先確認梳齒是否鬆脫?
- 確認梳齒鎖緊後,以美工刀片將對應刀溝卡菸屑的齒片壓回貼近軸心,順向切絲即可刮除凹槽菸屑。
- 若菸屑堆積較厚,手搖柄還轉的動,可能要多用點力才能確實將齒片壓回。
- 若已完全轉不動,堆在刀溝的菸屑很硬,可灑點水讓菸屑軟化,先用美工刀或一字起子將刀溝菸屑盡量刮除,直到略為轉得動,再將齒片壓回刮除菸屑。
- 當梳齒片可將刀溝的菸屑刮除,代表齒片已貼緊軸心。
點擊圖片可開啟大圖
刀軸凹槽卡菸屑(無導料板),維護示範圖說1:
點擊圖片可開啟大圖
刀軸凹槽卡菸屑(有導料板),維護示範圖說2:
- 不需拆卸導料板和梳齒。要先確認梳齒是否滑動鬆脫?若梳齒鬆脫需先鎖緊。
- 菸葉切絲器倒過來放以利查看,可放托盤上避免菸屑掉滿地。
- 備妥美工刀或夠細的起子。
- 將卡屑凹槽對應齒片的紅點處,以美工刀片施力將未貼緊的齒片壓回。
- 單一齒片壓回後,若可把菸屑刮除,代表齒片已貼緊刀軸凹槽。
- 若菸屑卡一整圈,可邊壓邊轉,直到齒片可貼緊軸心刮除菸屑。
點擊圖片可開啟大圖
M08/M10 切絲時有尖銳異音(2019/01/01補充)切絲時尖銳的異音,維護工具:滴油瓶、食用油、抹布或紙巾
- 聽到尖銳異音請盡速在軸板和軸心接縫點油,可延長刀軸壽命。(齒輪側軸心異音機率較大)
- 本站有販售空的小滴油瓶,請自備液態或固態「食用油」在軸心座接縫點油。
- 固態食用油:乳瑪琳、奶油、豬油、牛油…
液態食用油:沙拉油、葵花油、椰子油、棕櫚油、花生油、麻油…
- 盡量由軸板外側點油,避免菸絲沾到油。
- 從軸板內側點油或以非食用油潤滑,若有切絲刀軸上有殘油需擦乾淨。
- 菸絲沾到食用油可能有些怪味,並不至於有危害。
點擊圖片可開啟大圖

切絲時尖銳的異音,維護工具:滴油瓶、食用油、抹布或紙巾
- 聽到尖銳異音請盡速在軸板和軸心接縫點油,可延長刀軸壽命。(齒輪側軸心異音機率較大)
- 本站有販售空的小滴油瓶,請自備液態或固態「食用油」在軸心座接縫點油。
- 固態食用油:乳瑪琳、奶油、豬油、牛油…
液態食用油:沙拉油、葵花油、椰子油、棕櫚油、花生油、麻油… - 盡量由軸板外側點油,避免菸絲沾到油。
- 從軸板內側點油或以非食用油潤滑,若有切絲刀軸上有殘油需擦乾淨。
- 菸絲沾到食用油可能有些怪味,並不至於有危害。
點擊圖片可開啟大圖
M08/M10 切絲時轉一聲卡一聲,手搖柄變形卡到固定架螺絲(2018/12/29新增)手搖柄變形或卡到固定架的螺絲,維護工具:鉗子 或 活動扳手
- 手搖柄為M5螺絲固定。
- 不拆手搖柄調整(1支鉗子):用手和鉗子或扳手直接將變形的手搖柄調回。視變形程度,可能要拆導料板,把手搖柄轉到上方。
- 拆下手搖柄調整(2支鉗子):將中間兩片導料板拆下,用手和布將刀軸抓緊,手搖柄反時鐘方向可將螺絲轉出,再以鉗子/扳手對手搖柄進行調整。
- 切絲時盡量避免手搖柄變形,可延長刀軸及齒輪的使用年限。
- 手搖柄卡到固定架的螺絲又置之不理繼續切絲,可能讓固定手搖柄的螺絲斷掉。
點擊圖片可開啟大圖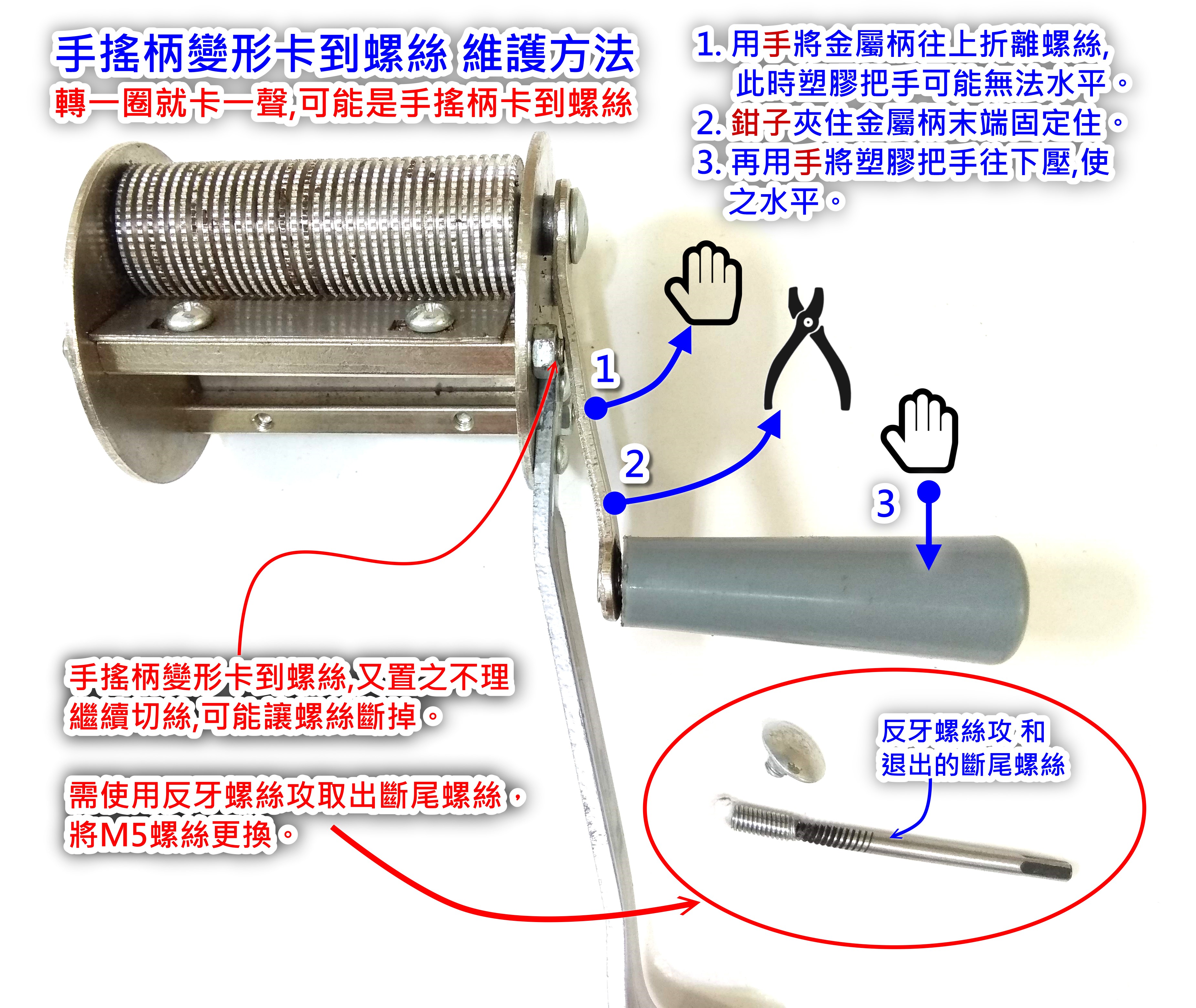
手搖柄變形或卡到固定架的螺絲,維護工具:鉗子 或 活動扳手
- 手搖柄為M5螺絲固定。
- 不拆手搖柄調整(1支鉗子):用手和鉗子或扳手直接將變形的手搖柄調回。視變形程度,可能要拆導料板,把手搖柄轉到上方。
- 拆下手搖柄調整(2支鉗子):將中間兩片導料板拆下,用手和布將刀軸抓緊,手搖柄反時鐘方向可將螺絲轉出,再以鉗子/扳手對手搖柄進行調整。
- 切絲時盡量避免手搖柄變形,可延長刀軸及齒輪的使用年限。
- 手搖柄卡到固定架的螺絲又置之不理繼續切絲,可能讓固定手搖柄的螺絲斷掉。
點擊圖片可開啟大圖
M08/M10切絲器手搖柄螺絲斷掉,更換M5斷尾螺絲M08/M10手搖柄M5方頸螺絲斷掉主因:刀溝菸屑卡了數圈,且未將梳齒的齒片壓回清除刀溝的菸屑,已轉不動又硬切,靠人力把手搖柄的M5螺絲轉斷。
注意:
- 發現異常需暫停工作進行檢查,勿再硬轉!
- 去梗菸葉搓散開來進料,不要一整圫切絲。
- 葉梗要縱向或斜放切絲,菸葉重疊/團狀需拉平或拉直後再切絲。
更換M5螺絲所需工具及步驟:
- 刀軸垂直後,將斷尾螺絲以中心沖/鋼釘敲擊出中心定位凹孔。(也可直接採用步驟2)
- 將2.8-3mm鑽頭纏繞膠帶至直徑5-6mm厚,再用電鑽在斷尾螺絲中心慢慢磨出導孔,確認鑽孔可在正中央再繼續鑽下去,以避免鑽頭偏心磨損M5螺牙孔。
- 以反牙螺絲攻將斷尾螺絲取出後,更換手搖柄的方頸螺絲
- 方頸螺絲規格: M5*長16mm 可到螺絲行或本站購買。
- 更換好螺絲需將齒片壓回刮除菸屑。若已完全轉不動,長期堆在刀溝的菸屑很硬,可先灑點水讓菸屑軟化,用美工刀或一字起子將整圈菸屑盡量刮除,直到略為轉得動,再將齒片壓回刮除菸屑。
- 若沒有適當工具或無法自行修復,請連絡哈賣網。
(點圖可開啟大圖或相關連結)

手搖柄方頸螺絲規格: M5*長16mm 
刀溝卡屑轉不動,未將梳齒的齒片壓回清理刀溝的菸屑又繼續切絲。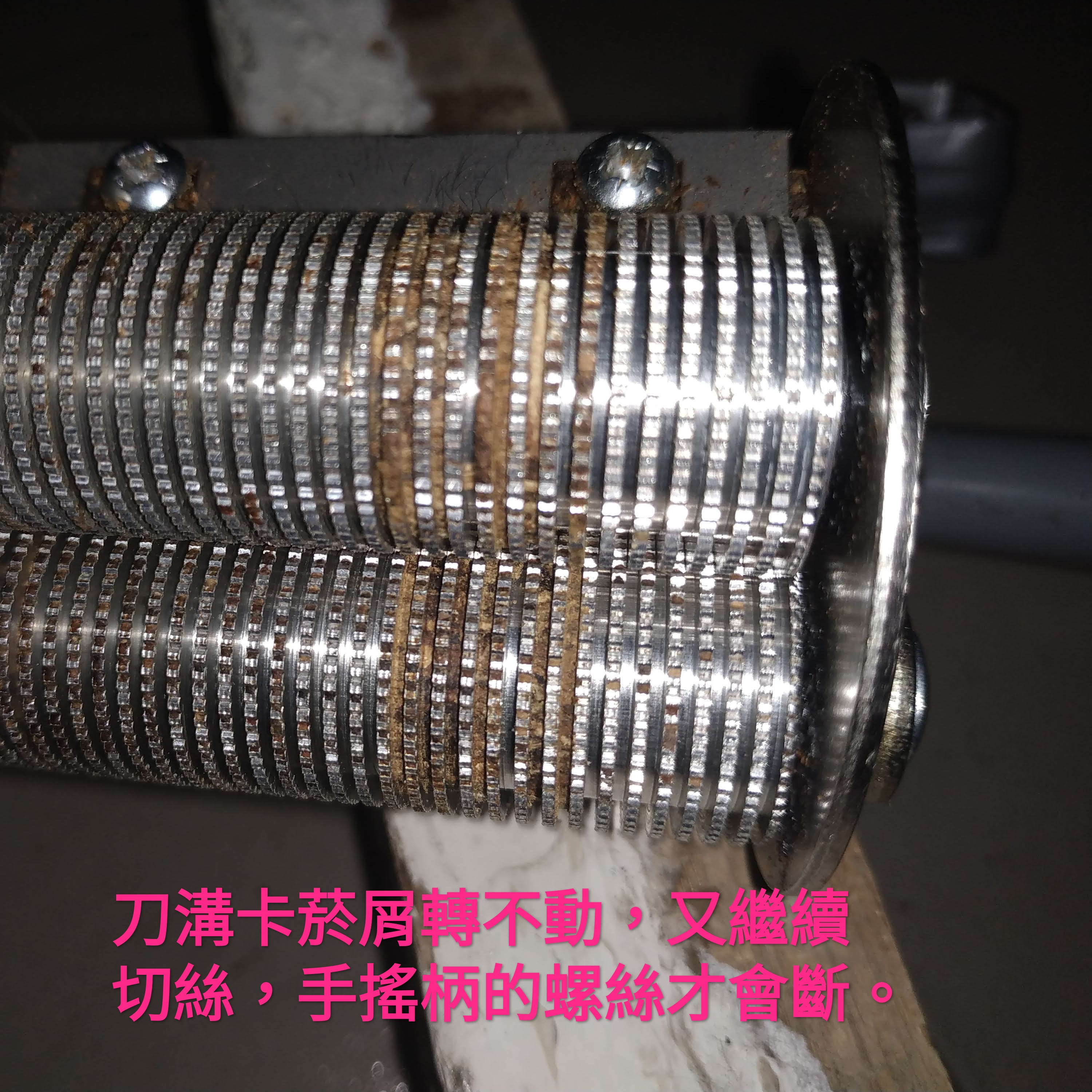
M08/M10手搖柄M5方頸螺絲斷掉主因:刀溝菸屑卡了數圈,且未將梳齒的齒片壓回清除刀溝的菸屑,已轉不動又硬切,靠人力把手搖柄的M5螺絲轉斷。
注意:
- 發現異常需暫停工作進行檢查,勿再硬轉!
- 去梗菸葉搓散開來進料,不要一整圫切絲。
- 葉梗要縱向或斜放切絲,菸葉重疊/團狀需拉平或拉直後再切絲。
更換M5螺絲所需工具及步驟:
- 刀軸垂直後,將斷尾螺絲以中心沖/鋼釘敲擊出中心定位凹孔。(也可直接採用步驟2)
- 將2.8-3mm鑽頭纏繞膠帶至直徑5-6mm厚,再用電鑽在斷尾螺絲中心慢慢磨出導孔,確認鑽孔可在正中央再繼續鑽下去,以避免鑽頭偏心磨損M5螺牙孔。
- 以反牙螺絲攻將斷尾螺絲取出後,更換手搖柄的方頸螺絲
- 方頸螺絲規格: M5*長16mm 可到螺絲行或本站購買。
- 更換好螺絲需將齒片壓回刮除菸屑。若已完全轉不動,長期堆在刀溝的菸屑很硬,可先灑點水讓菸屑軟化,用美工刀或一字起子將整圈菸屑盡量刮除,直到略為轉得動,再將齒片壓回刮除菸屑。
- 若沒有適當工具或無法自行修復,請連絡哈賣網。
(點圖可開啟大圖或相關連結)
手搖柄方頸螺絲規格: M5*長16mm
刀溝卡屑轉不動,未將梳齒的齒片壓回清理刀溝的菸屑又繼續切絲。